 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


パイプ押出加工の工程、設備、品質上の欠陥などをご紹介します。
寧波方力技術有限公司です機械装置メーカー30年以上の経験を活かし、プラスチックパイプ押出装置,新しい環境保護と新しい材料設備。Fangli は創業以来、ユーザーの要望に基づいて開発してきました。継続的な改善、コア技術の自主研究開発、先進技術の消化吸収等により、塩ビ管押出ライン,PP-Rパイプ押出ライン, PE給水・ガス管押出ライン、中国建設省によって輸入製品の代替として推奨されました。 「浙江省一流ブランド」の称号を獲得しました。
I. プロセス フロー
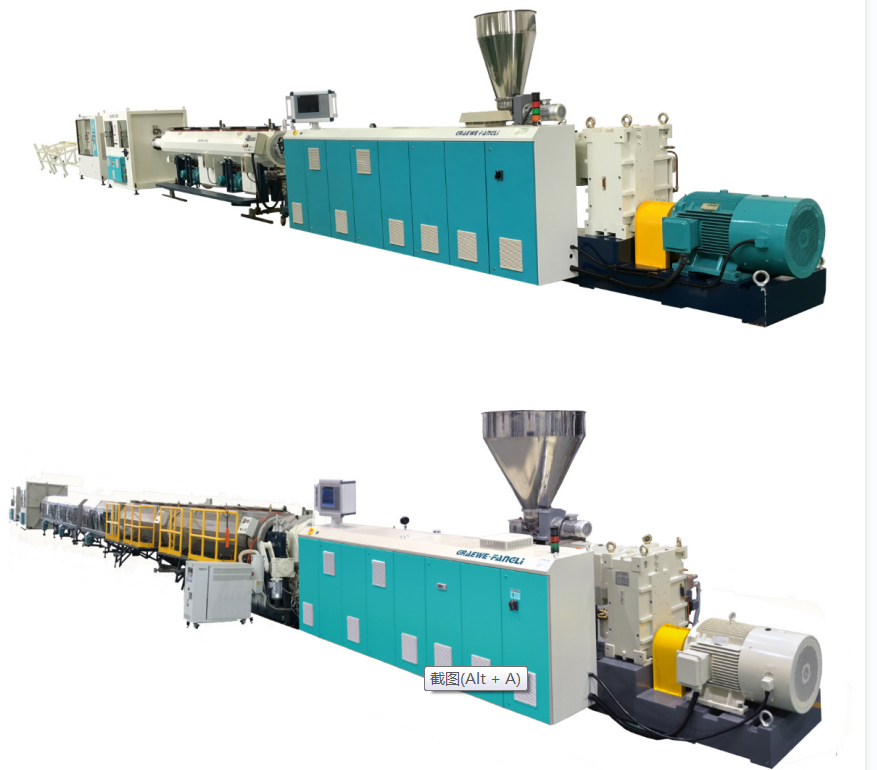
現在、PVC パイプと PO パイプは国内外で最も多く生産されている製品です。図1にポリオレフィン(PO)パイプの製造工程フロー図を示します。プラスチックは均一に可塑化された溶融物としてスクリューによって環状ギャップダイ (2) に供給され、パイプパリソンを押し出します。これは直ちに校正ユニット (3) に入り、冷却とサイジングが行われ、その後冷却タンク (4) でさらに十分な冷却が行われます。パイプは調整機構により一定速度で引き出されます。引き取りユニット(6)、最後にカッター(7)で所定の長さに切断します。直径 160 mm 未満の薄肉パイプは、巻取機 (9) でロール状に巻くことができます。

図1 POパイプ製造工程フローの模式図
1---押出機; 2---パイプダイス; 3---校正スリーブ;
8---プリンター。 9---コイラー
II. プロセスと装置
POパイプ製造の場合、高効率単軸押出機を選択する必要があります。フィードゾーンには軸方向に溝のあるバレルが採用されています。ネジの長さと直径 (L/D) の比は 30 ~ 33:1 です。スクリュー構造は深さとピッチが異なる2段設計となっており、供給部のピッチはスクリュー径より小さく、溶解・均質化部のピッチはスクリュー径より大きくなっています。混合効率を高めるために、一部のスクリューには追加のミキシングヘッド要素が装備されています。このタイプの単軸押出機は、比較的高い生産量と良好な可塑化を実現します。たとえば、スクリュー直径 90 mm の単軸押出機は、600 kg/h を超える生産量を達成できます。さらに、炭酸カルシウム、硫酸バリウム、木粉、またはガラス繊維を充填した PO パイプの製造には、通常、共回転二軸押出機が使用されます。
The production of PVC pipes is fundamentally similar to that of PO pipes.一般的に使用されるのは、逆回転円錐形または平行二軸押出機、ドライブレンドパウダーの直接押し出しが可能になります。生産量は小径パイプの場合は 10 kg/h から大径パイプの場合は 1100 kg/h までの範囲です。スクリューL/D比は従来の18:1から25:1へ増加しました。たとえば、二軸押出機スクリュー直径90mmの場合、300kg/hを超える出力を達成できます。
図1からわかるように、パイプ押出の下流設備は主に冷却水タンクと、引き取りユニット, カッター, コイラー、またはダンプテーブル。
パイプが校正および冷却ユニットを出るとき、パイプは室温まで完全には冷却されていません。さらに冷却しないと、管壁の半径方向に存在する温度勾配により、既に硬化した外層が温度上昇により再び軟化し、変形が生じる可能性があります。一方、パイプは、引き取り、切断、巻き取り装置からの応力にも耐える必要があります。したがって、残留熱を除去し、パイプを室温まで冷却する必要があります。冷却方法にはウォーターバスやスプレー冷却などがあります。水浴冷却タンクでは、水位がパイプを完全に浸す必要があります。タンクはいくつかのセクションに分かれています。冷却水入口を最終部に設置することで、水の流れ方向がパイプの押し出し方向と逆になり、冷却温度勾配が生じます。これにより、パイプの冷却がより緩やかになり、内部応力が低下します。冷却水タンクと校正/冷却ユニット間の距離は、冷却全長の 10 分の 1 を超えてはなりません。配管外壁と冷却水の温度差が大きくなりすぎる場合があります。水浴法は簡単ですが、タンク内の上層と下層の水層の温度差により冷却ムラが生じたり、配管が曲がったりすることがあります。また、配管にかかる浮力により変形しやすいため、特に大径配管の冷却には不向きです。
の機能パイプ引き取りユニットサイジング装置によってパイプに発生する摩擦力に打ち勝ち、すでにサイジングされ冷却されたパイプに一定の引き取り速度と力を与え、それによってパイプをワインダーまたはダンプテーブルまで一定の速度で引き抜きます。引き取りユニットは、パイプ製造の下流側設備の重要な部分の 1 つであり、次の要件を満たす必要があります。
(1)引き取り速度は無段階でスムーズに調整でき、一定の速度で引き揚げることができる必要があります。引き取り速度が不安定だとパイプ径が変動します。引き取り速度は、押出速度と密接に調整する必要があります。パイプの壁の厚さは、引き取り速度を調整することによって調整されます。引き取り速度が遅いと壁は厚くなり、速度が速いと壁は薄くなります。正しい引き取り速度を選択することは、製品の寸法適合性を確保する効果的な方法です。最新の設計では、最大 30 m/min の最大引き取り速度を達成できます。
(2)定数引き取り押し引き現象が起こらずに力を維持する必要があります。そうしないと、パイプの表面に波打ち欠陥が発生する可能性があります。十分な牽引力も必要です。必要な引き抜き力は、接触面積とサイジング半径方向圧力に応じて増加します。小径および中径のパイプの場合、引き抜き力は通常 100 ~ 600 N です。大口径パイプの場合、通常 800 ~ 10,000 N です。
(3) クランプ力引き取りユニットグリッパーは調整可能であり、表面の損傷や変形を引き起こすことなくさまざまな直径のパイプをグリップできる必要があります。現在、キャタピラ式グリッパが広く使用されています。これらは、パイプの周りに均等に配置された 2 ~ 12 個のトラックで構成されます。トラックには一定数のゴム/プラスチック製クランプ ブロックが埋め込まれており、そのほとんどが凹面または角度を付けて、パイプに半径方向の圧力を加える面積を増やします。クランプ力の調整は、空圧、油圧、または親ねじとナットの機構によって行われます。トラックの数はパイプの直径に応じて増加します。
パイプを一定の長さに引き抜いた後、適切な長さに切断する必要があります。カッターにはさまざまな種類があり、パイプ径や肉厚、材質、切断長さ、切断品質、切断形状などに応じて選定されます。中小径パイプの切断にはギロチン式自動切断機やサーキュラーラジアルソーが適しています。遊星オートカッターは大径パイプに適しています。切断指令を受けたカッターはクランプでパイプを掴み、パイプ引き抜き方向に移動しながら切断を完了します。切断後、空気圧機構がリセット位置に押し戻します。
コイラーとダンプテーブル。 曲げ加工時に変形しないパイプだけをワインダーでコイル状に巻き取り、自動でカット、アンロードします。巻き取り線速度は押出速度と同期しており、無段階に調整可能です。押出速度が 2 m/min 未満の場合は、一般にシングルステーションワインダーが使用されます。押出速度が 2 m/min を超える場合は、デュアルステーションまたはマルチステーションのワインダーを使用する必要があります。
Ⅲ. パイプの欠陥を制御するための重要な要素
図 1 のプロセス フローの順序に従って、品質欠陥を排除するための重要な関連要素を以下に示します。
(1)給餌セクション:原料配合;原材料の形状とサイズ。着色方法。乾燥方法。再研磨/リサイクル材料の混合。添加剤の種類と計量。ホッパースロートの冷却能力。
(2)押出機: ネジの直径;スクリューL/D比。スクリュー圧縮比。ネジ構造タイプ。スクリュー速度。通気性能。スクリュー温度制御。バレルの加熱と冷却の制御。押出機ゾーンに沿った温度プロファイル。押出機のトルク。消費電力。アダプタ;スクリーンチェンジャーの温度選択と制御。スクリーンパックのタイプと仕様。
(3)死ぬ:ダイギャップ;土地の長さ。金型構造タイプ。流路形状。溶融物の分布。温度設定と制御。ダイヘッド圧力。肉厚制御。
(4) 校正と冷却:校正方法;校正器の寸法。 vacuum box vacuum level or internal pressure calibration tube air pressure and length;校正システムの密閉。校正時間。冷却水流量;冷却水の温度。冷却方法。
(5)冷却水タンク:冷却方法;水道管のレイアウト。冷却水流量;冷却タンクの長さ。冷却水の温度。パイプの冷却効果。
(6)引き取りユニット: 引き上げ速度と制御。引き抜き力の校正。クランプ力と制御。トラック数と有効長。クランプブロックの表面硬度と形状。引き抜き接触面。
(7) カッター: カッタータイプ。鋸刃の歯形と材質。リセットメカニズム。切りくずの収集と塵の除去。騒音制御。システムセットアップを制限します。クランプ機構。駆動システムと電源。自動切断アクションシステム。
(8)コイラー&ダンプテーブル: 張力制御;長さカットコマンドシステム。ワインダーステーションの選択。巻き取り直径。ダンプアクションの表示。巻き線速度。
(9) 付録:自動生産の条件:肉厚測定;外径制御。重量測定と生産統計。ギアメルトポンプの動作状況。ダイセンタリングシステム。
さらに詳しい情報が必要な場合は、寧波方力技術有限公司詳細な問い合わせを歓迎します。専門的な技術指導や機器調達の提案を提供します。
お問い合わせを送信


X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー