 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


二軸押出機の作業領域は何ですか?
寧波方力技術有限公司は、機械装置メーカー約30年の経験を活かし、プラスチックパイプ押出装置, 新しい環境保護と新材料設備。 Fangli は創業以来、ユーザーの要望に基づいて開発してきました。継続的な改善、コア技術の自主研究開発、先進技術の消化吸収等により、塩ビ管押出ライン, PP-Rパイプ押出ライン, PE給水・ガス管押出ライン、中国建設省によって輸入製品の代替として推奨されました。 「浙江省一流ブランド」の称号を獲得しました。
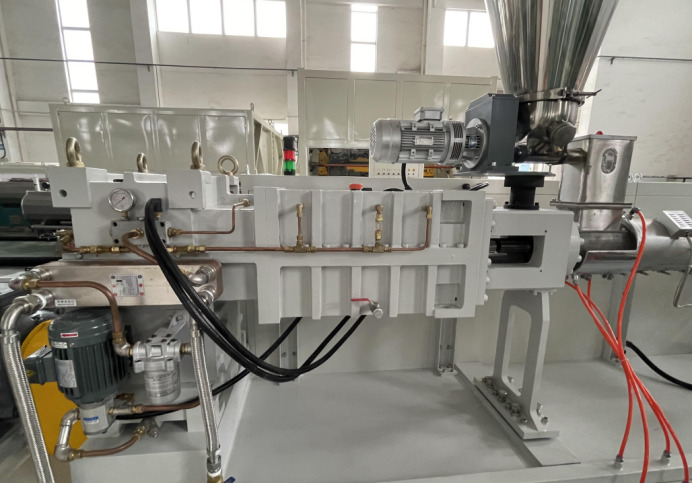
1. 入口エリア
ここで基本的に行われるのは、原材料の吸引、圧縮、輸送です。独自の製品特性を持たせたい場合は、この段階で添加剤を追加することを選択できます。樹脂はホッパーを通って二軸押出機に供給され、供給口を通ってスクリューに供給されます。次に、ネジが材料を前方に移動させます。吸引能力は、スクリュー速度や樹脂密度などのさまざまな要因によって決まります。また、溝の深さとネジのピッチによっても異なります。
2. メルティングゾーン
材料がスクリューに入ると、押出プロセスが始まります。ネジは樹脂を前方に押し続けます。すると素材とバレルの間に摩擦が生じ、樹脂が溶けてしまいます。余分な熱はバレルの下のヒーターから来ます。これにより、樹脂が完全に溶けることが保証されます。樹脂が前方に移動するにつれて、チャネルの深さは減少し続け、それによってバレル内の摩擦と圧力が増加します。
3. 測定エリア
「ポリマーが溶融すると、ポリマーはスクリーン付きの粉砕プレートを通って押出機から出ます。溶融ゾーンで溶融しない粒子の溶融もここで発生します。これにより、溶融樹脂の均一性が確保されます。プラスチックを実現したい場合は、均一性を高めるために、スクリーンの数とスクリーンの気孔率を制御できます。ここでの圧力は非常に高いため、溶融ポリマーを連続的に押し出し、成形することができます。このセクションでは、プラスチック製品の崩壊を防ぐためにエアポンプが使用されます。
4. 冷却ゾーン
プラスチック製品は冷却エリアに移動し、そこで冷却されます。 2 種類の冷却システムを使用できます。空冷システムと水冷システムがあります。使用する冷却システムの種類によっては、プラスチック製品はゆっくりと冷えます。これにより、プラスチック製品は完璧な形状を形成し、それにふさわしい魅力を与えることができます。
さらに詳しい情報が必要な場合は、寧波方力技術有限公司までお問い合わせください。専門的な技術指導や機器調達の提案を提供します。
お問い合わせを送信


X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー