 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


パイプ押出加工
寧波 Fangli Technology Co., Ltd.は、ほぼすべての機械設備メーカーです。 プラスチック押出装置の30年の経験、新しい環境 保護および新素材の機器。ここでは包括的なものをいくつか用意しました パイプの押出加工についてご紹介します。:
パイプは、 流体の輸送。 「パイプ」と「チューブ」という用語はほぼ同じ意味です。 「チューブ」はカスタム サイズに合わせて作られることが多く、より特定のサイズや 用途に応じて、パイプよりも公差が大きくなります。 「チューブ」という用語は、 非円筒形のチューブ (角チューブなど) に適用できます。用語 「チューブ」は米国でより広く使用されており、「パイプ」は世界の他の地域で使用されています。
パイプは標準パイプサイズで指定できます 公称パイプ サイズ (米国) などの指定、または公称、外側、または 内径と壁の厚さ。多くの業界および政府の規格 パイプやチューブの製造のために存在します。
ほとんどのパイプは押し出し成形で作られますが、 押出、ダイ、サイジングまたは校正装置の方向とインライン、または 必要に応じて、タンク、水冷タンク、コンベア、カッターを取り外します。 列の最後尾にある設備。ラインにはマーキング装置や 試験装置。重要な要件は、押出物をかなり速く冷却することです 寸法と特性の制御を維持しながら、金型の近くで。
プロセスにはさまざまなものが含まれます 自由延伸溶融物の寸法/サイズを制御する技術 (通常は小径チューブ用) またはサイジング機能。総費用は パイプの製造には、最大 80% の材料費が含まれる可能性があります。目標は 常に厳しい公差管理を行って材料の消費を削減します。 異なる設計の寸法および/または厚さの校正ディスクが使用されます。
溶融特性、速度の組み合わせ ライン速度、内部空気圧、冷却速度が影響します。 チューブのサイズ。ダイから水冷までのメルトドローダウン率 トラフはチューブの最終的なサイズに直接関係します。状況に応じて、 プラスチックが加工される場合、その比率は 4/1 ~ 10/1 の範囲になります。低い比率を使用する 押し出し応力を最小限に抑えるのに役立ちます。これは、次のような問題を引き起こす可能性があります。 収縮と応力亀裂。
の特性に応じて、 プラスチックは加工されるため、加工後 24 時間以内に収縮が発生する可能性があります。 加工ラインから出ます。チューブやパイプもまた、 収縮の程度に影響を与える可能性のあるアニーリングおよびその他の後処理条件。
パイプとチューブにはさまざまな方法があります 液体、気体、固体などの移動に使用される製品。彼らはそうすることができます 装飾や安全サポートなどを提供する形状。
プラスチックの加工コストを削減するためのステップ パイプには次のものが含まれます。
1) 外径 (OD) を最小にするように操作します。 内径 (ID) の公差。
2) パイプの品質と特性の向上 使用される配合成分とブレンド手順による利益の研究を通じて。
3) 立上げによる段取り時間の短縮 補助具および自動化システム。
4) 節電を推進する 押出機の最適化による消費量。そして
5) 効率的な金型、冷却タンクの使用、 プーラー、離陸装置。
プーラーの公差制御は、 最小限に抑えるために重要
OD および ID 寸法、特に より小さなチューブサイズ。
プーラー速度のごくわずかな変動 寸法やプラスチックの無駄に大きな影響を与える可能性があります。
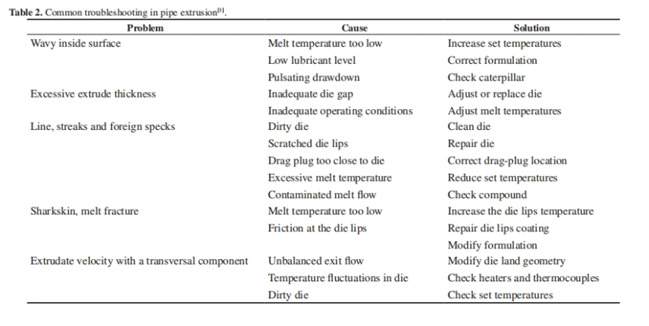
以下の表に、最も一般的なものを示します。 パイプ押し出しのトラブルシューティング。
以上がパイプの押出加工についてです。 進歩しており、何らかの助けを提供できることを願っています。必要に応じて、ようこそ お問い合わせ。
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
お問い合わせを送信


X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー