 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


温度制御を最適化して二軸押出プロセスの効率を2倍に
寧波方力技術有限公司です機械装置メーカー30年以上の経験を活かし、プラスチックパイプ押出装置, 新しい環境保護と新材料設備。 Fangli は創業以来、ユーザーの要望に基づいて開発してきました。継続的な改善、コア技術の自主研究開発、先進技術の消化吸収等により、塩ビ管押出ライン, PP-Rパイプ押出ライン, PE給水・ガス管押出ライン、中国建設省によって輸入製品の代替として推奨されました。 「浙江省一流ブランド」の称号を獲得しました。
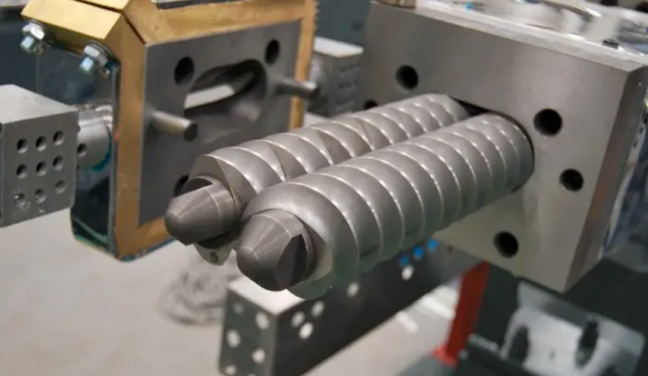
二軸押出は、ポリマー加工における重要なプロセスの 1 つです。その安定した動作と最終製品の品質は、温度制御を中心とした正確なプロセス制御に大きく依存します。
装置モデル、スクリュー構成、および材料の多様性が複雑であるため、最適なプロセスパラメータは、多くの場合、長期にわたる実験と蓄積された経験から導き出されます。以下に、二軸押出プロセスにおけるいくつかの重要な温度関連要因を簡単に紹介します。
01 押出成形温度
押出プロセス温度を設計する際には、多くの要素を考慮する必要があります。主に考慮すべき点は、材料成分の中で最も高い融点です。たとえば、ポリプロピレン マスターバッチでは、ポリプロピレン キャリアの融点が 170°C で最も高いため、各ゾーンのプロセス温度は約 170°C に設定されます。もちろん、これは加熱方法によって異なります。温度は抵抗加熱と電磁誘導加熱では異なり、通常後者の方が低くなります。
第二に、プロセス温度は装置のサイズと生産速度に関係します。出力が高くなると、材料を軟化させて溶かすためにより多くの熱が必要となり、より高いプロセス温度が必要になります。温度も搬送とせん断のニーズに基づいて部分的に設計されます。温度が高くなると材料の粘度およびせん断力が低下し、温度が低くなると粘度およびせん断力が増加します。プロセス温度の調整では、粘度などの材料の他の物理的特性も考慮する必要があります。
02 フィードのど温度
フィードスロート温度を設定する鍵は、材料がスクリューに付着して通常の供給が妨げられるのを防ぐことです。材料を早期に溶融させてせん断分散を可能にするには、フィードスロートの温度を、粘着を引き起こさずにできるだけキャリアの融点に近づける必要があります。一部の配合物には、低融点添加剤が非常に少量含まれています。たとえ溶けたとしても、材料搬送全体に大きな影響を与えないため、プロセス温度への影響は最小限に抑えられます。
ただし、一部の処方には低分子量物質が多く含まれています。温度がわずかに上昇すると、下流の加熱ゾーンからスクリューを介して伝達される熱と相まって、これらの材料が供給口で早期に溶融し、材料の付着や供給不良が発生する可能性があります。したがって、始動前の加熱中は、フィードゾーンを低温に保つ必要があります。この低い温度を維持するには、冷却を有効にする必要がある場合があります。そうしないと、起動後にネジの滑りや送りの問題が発生する可能性があります。始動異常を回避するには、多くの場合、最初は従来通りに温度を設定し、始動後にフィードゾーン温度を下げる方が良いでしょう。
03 ベントポート温度
通常、ベントポートの温度を適切に下げる必要があります。理論的には、溶融物が容易に流出してベントブリードが発生するのを防ぐために、ベントの前後の両方のゾーンの温度を調整する必要があります。この調整により、材料は前方に容易に流れますが、上方に流れて通気ポートから出るのは困難になります。ただし、安定した急速な流れ、良好な分散、および低い溶融圧力の条件下では、ベントポート温度の特別な調整は必要ない場合があります。したがって、多くのオペレータはこのパラメータに細心の注意を払っていません。
04 混合セクションの温度
混合セクションは、二軸マスターバッチ生産において重要な領域です。その温度制御はせん断力の要件に関連しています。その主な機能は顔料のせん断分散であり、せん断力は温度と密接に関係しています。温度が高すぎると溶融粘度とせん断力が低下します。温度を適切に低くすると粘度が増加し、せん断分散が向上します。せん断力の大きさは、多くの場合、主モーター電流に直接影響します。したがって、経験豊富なオペレーターは、メインモーター電流の変化に基づいてこのゾーンのプロセス温度を調整します。
05 ダイヘッド温度
ダイヘッド温度設計: 溶融物がダイヘッドに入り、(ストランドペレット化、ウォーターリング、または水中ペレット化のいずれによっても) ペレット化のために押し出される直前に、通常、温度を適切に下げる必要があります。テストにより、バレル内の溶融温度との違いに注目して、押出物の温度を決定できます。さらに、オンザフライスクリーンチェンジャーが装備されている場合、スクリーン交換プロセスの継続時間と成功は粘度やメルトフローレートに関係することが多く、これらはダイヘッド温度を調整することで管理できます。

温度以外のその他の影響要因
06 フィーダー速度制御
フィーダーの速度制御は出力に直接影響します。安定した生産中、押出速度は供給速度と等しくなります。フィーダー速度を変更すると、生産量が変化し、同時にプロセスに影響します。フィーダー速度を上げると、より多くの材料がスクリューに追加され、プロセス温度が効果的に下がります。逆に、フィーダー速度を下げると、プロセス温度が効果的に上昇します。フィーダー速度の変化も製品の分散品質に影響します。したがって、安定したマスターバッチ生産プロセスと最終製品の品質確保の両方を目指して、フィーダー速度の調整を総合的に考慮する必要があります。
07 メインスクリュー速度
メインスクリュー速度はスクリューの回転速度です。一定の送り速度では、メインスクリュー速度の変化は押出速度に一時的にのみ影響し、その後徐々に通常の速度に戻ります。スクリュー速度の重要な役割はせん断分散にあり、これも製品品質を制御するための重要な要素です。これには、温度とせん断速度の調整が必要です。一部の製品は高いせん断力を必要とするため、より高いスクリュー速度が必要になります。低せん断を必要とするものや、低速を必要とするものもあります。もちろん、低せん断を達成するには、プロセス温度の調整も必要になる場合があります。すべての機械には最高速度制限があり、適切な安全マージンを持って遵守する必要があります。
08 溶解圧力
溶融圧力は通常 1 MPa 未満に保たれます。これは、スクリーンパックのメッシュサイズ、顔料分散効果、溶融温度、粘度に関係します。スクリーンメッシュが小さく、顔料の分散が悪く、溶融粘度が低いと、圧力が高くなります。逆に圧力は低くなります。溶融圧力は複数の要因を包括的に反映します。それだけに基づいて単純化または恣意的な判断をしないでください。ただし、プロセスを調整したり、製品の分散状態を監視したりする場合には有用な参考として役立ちます。
09 スクリーンパックの構成と交換
スクリーン パックは、ろ過や溶融物の逆流を引き起こすことによるせん断力の増加などの機能を果たします。これらは、特定の製品および品質要件に従って合理的に構成および交換する必要があります。
10 環境への取り組み二軸押出機
二軸押出機の主な環境問題は次のとおりです。まず、供給口の粉塵です。第二に、ベントポートとダイヘッドからのガス。第三に、冷却水の処理です。これらを包括的に捕獲、濾過、収集して適切に処分するよう努める必要があります。

要約すると、温度は二軸押出プロセス全体を貫く中心的な変数です。これは、供給速度、スクリュー速度、圧力などのパラメータと密接に関連しており、材料の溶融、搬送、分散、通気、および最終成形を集合的に決定します。安定した高品質の押出プロセスは、温度システムの正確かつ総合的な制御に依存します。
さらに詳しい情報が必要な場合は、寧波方力技術有限公司お問い合わせを歓迎します。専門的な技術指導や機材調達のご提案をさせていただきます。
お問い合わせを送信


X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー